 eShop
eShop
 English
English

Safeguarding High-Quality Manufacturing of Antigens, Antibodies & Enzymes
As the in vitro diagnostics (IVD) industry is evolving at an accelerating pace, the purity, activity, and batch-to-batch consistency of antigens, antibodies, and enzymes become the decisive factors in reagent performance and cost competitiveness. Across the entire workflow—upstream harvest, midstream purification, downstream sterile filtration and virus removal, and final membrane applications—each phase requires dependable, efficient, and compliant separation technologies. With its core competence in full-chain membrane materials and process-driven solutions, Cobetter provides end-to-end support for IVD raw material production, and bridge the gap from R&D to commercial-scale manufacturing, delivering purer raw materials, more consistent bioactivity, and smoother operations.
Cobetter Core Products: Full-Process Coverage for IVD Raw Materials
1. Clarification Filtration — Efficient Impurity Removal from Cell Supernatant / Fermentation Broth
- Depth Filters | High dirt-hold · High throughput · Low extractables Rapidly remove cell debris, aggregates, and particulates. Protect downstream operations. Maximize loading and extend service life.
2. Ultrafiltration & Diafiltration — Concentrate & Stabilize
- TFF Cassettes / Hollow Fibers | Broad MWCO · Low shear · Low protein binding Efficiently concentrate, desalt, and exchange buffers for antibodies, recombinant proteins, and enzymes — from R&D to production scale.
- Centrifugal Devices | Fast small-batch prep · High recovery · Simple workflow Success Stories: Cobetter Boosts IVD Raw Material Quality & Efficiency
Case 1
Customer:Manufacturer of Antigens and Antibodies
Product:Recombinant antigen production via induced E. coli expression.
Challenges:Flocculation followed by centrifugation resulted in low protein purity. However, skipping flocculation led to high turbidity, which severely damaged chromatography columns.
Cobetter Solution:
Depth filter clarification – removes impurities, protects columns.
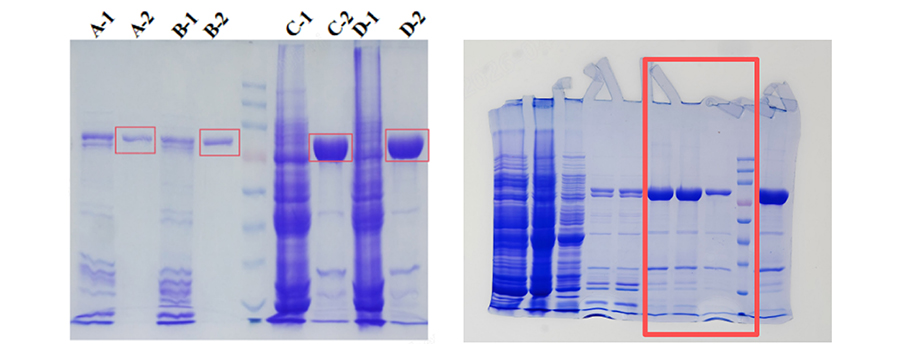
- Visual Comparison:
The left panel (C2) displays the sample after Cobetter depth filtration, and the right panel (within the red box) shows the outcome from flocculation and centrifugation. The comparison makes it clear that depth filtration delivers markedly superior purity improvement.
- Test Results:
In a small-scale test, 136 mL of feed was clarified in 21 minutes at 0.6 bar, dropping turbidity from 185 to 77. Scaling up the capacity calculation, a 2 L volume processed with two 270 cm² cassettes would take only 16 minutes. In addition to boosting clarification efficiency, the method prolongs column lifespan, saves labor and time, and improves the reuse rate of filtration consumables.
Recommended Product:
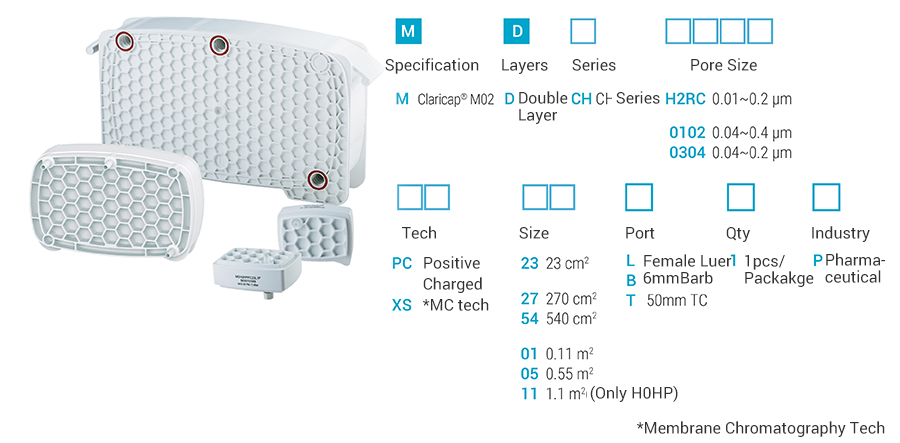
Cobetter CH-H2RCPC Series – Innovative hybrid design: depth filtration + ion-exchange membrane chromatography.
Combines impurity retention with specific adsorption.
Effectively removes HCP and residual DNA.
Improves downstream purification efficiency and robustness.
Formulation: cellulose, diatomaceous earth, synthetic resin, functionalized PP fiber membrane, nylon, and more.
Case 2
Customer: Manufacturer of Antibody Purpose: Antibody Purification
Challenges: ▫Imported UF centrifugal tubes: high cost ▫Domestic alternatives: low recovery, poor pressure resistance
Cobetter Solution:
Endotoxin test: Two tube models tested. PBS (endotoxin < 0.1 EU/mL) filled overnight, then collected upper solution and centrifuged to collect permeate (1 mL each) for endotoxin assay. ▫Performance test: 145 kDa antibody used for pressure resistance and recovery rate evaluation.
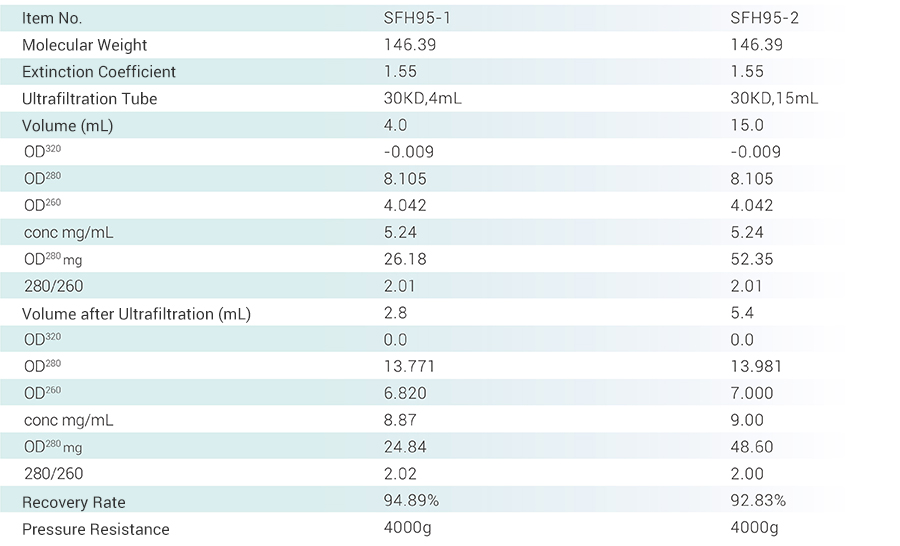
Test results: The antibody recovery rate exceeded 92%, and the ultrafiltration tubes demonstrated good pressure resistance, with excellent endotoxin control and minimal batch-to-batch variation.
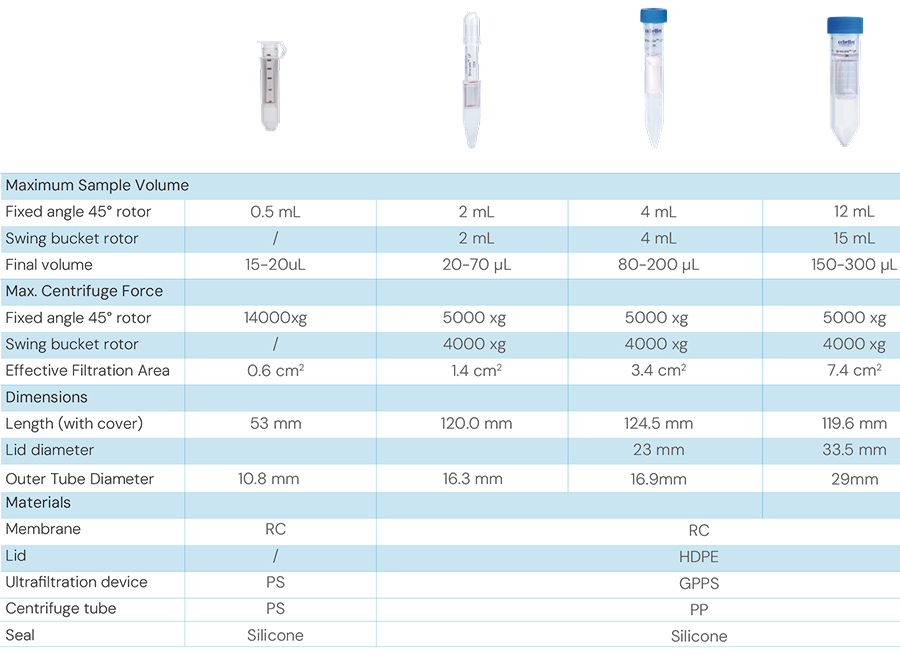
Recommended Product: Cobetter Briscale™ UF Centrifugal Tubes
Offers key advantages of high concentration factor, fast concentration, high recovery and low protein binding.
Provides flexible lab choices with multiple formats for various rotors.
Covers full MWCO range: 2 kDa, 3 kDa, 10 kDa, 30 kDa, 50 kDa, 100 kDa, 300 kDa.
Guarantees stable product quality and dependable delivery backed by Cobetter's localized manufacturing and supply chain.
40% lower price vs. comparable imports – tariff-free, better value.
Superior Raw Materials Define Excellent IVD
Every step in the production of antigens, antibodies, and enzymes demands stable, dependable, and high-performance filtration and purification. With our core membrane technology at the foundation, Cobetter offers a complete product portfolio across the entire workflow, scalable process solutions, and reliable regulatory-compliant delivery. We have already partnered with dozens of leading IVD companies and raw material producers to deliver: higher recovery rates, lower costs, minimal batch-to-batch variability, and robust scale-up.
Cobetter — Your Most Trusted Backbone for IVD Raw Material Manufacturing.



